|
Сварка металла.
| |
| vlad2010 | Дата: Воскресенье, 05 Фев 2012, 15:55 | Сообщение # 1 |
|
Группа: Флудоистребитель

старожил
Сообщений: 1340
Репутация: 19 []
На сайте: НЕТ
Откуда: Островец by
Машина: Форд
| Введение в сварку металлов.
Под техникой сварки обычно понимают приемы манипулирования электродом или горелкой, выбор режимов сварки, приспособлений и способы их применения для получения качественного шва и т. п. Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав и качество применяемых сварочных материалов, состояние свариваемой поверхности, качество подготовки и сборки кромок под сварку и т. д.
В зависимости от формы и размеров изделия швы можно сваривать в различных пространственных положениях. Условно их разделяют на нижние, вертикальные, потолочные и горизонтальные.
Дуговая сварка металлическими электродами с покрытием в настоящее время остается одним из самых распространенных методов, используемых при изготовлении сварных конструкций. Это объясняется простотой и мобильностью применяемого оборудования, возможностью выполнения сварки в различных пространственных положениях и в местах, труднодоступных для механизированных способов сварки.
Если у вас появилось стойкое желание научиться варить и надежно сваривать металлические детали или же есть необходимость в таком опыте, то первое о чем нужно задуматься, это все необходимое оборудование. Начиная со сварочного аппарата и электродов и разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком - обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела... Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке... В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь! Через сварочный щиток не видно пламя огня!
Дуговая сварка
описание метода ручной дуговой сварки в примерах и схемах. Виды швов.
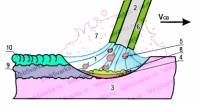
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1, см. рис) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов(9) и шлаковую корка(10) на поверхности шва.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8-15 мм, длина 10-30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15-35%.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500-600° С (при содержании в покрытии органических веществ - не выше 250° С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это - один из недостатков ручной дуговой сварки покрытыми электродами.
Электрод - металлический или неметаллический стержень, предназначенный для подвода тока к cвариваемому изделию.
Электроды:
- Плавящийся (обычно того же, или сходного металла со свариваемым изделием)
- Не плавящийся
- Металлический (W, Th)
- Не металлический (угольный)
Выбор диаметра электрода в зависимости от толщины свариваемого металла.
(диаметр считается по диаметру проволоки, без учета покрытия)
При толщине металла 1-2 мм:| Диаметр стержня электрода, мм | 1.6 | 2.0 | 2.5 | | Сила тока, А | 35-45 | 45-65 | 65-85 |
При толщине металла 2-5 мм:| Диаметр стержня электрода, мм | 2.5 | 3.0 | 4.0 |
|---|
| Сила тока, А | 65-85 | 80-100 | 100-120 |
При толщине металла 5-10 мм:| Диаметр стержня электрода, мм | 4.0 | 5.0 | 6.0 |
|---|
| Сила тока, А | 130-150 | 170-200 | 210-240 |
При толщине металла более 10 мм:| Диаметр стержня электрода, мм | 5.0 | 6.0 |
|---|
| Сила тока, А | 170-200 | 210-240 |
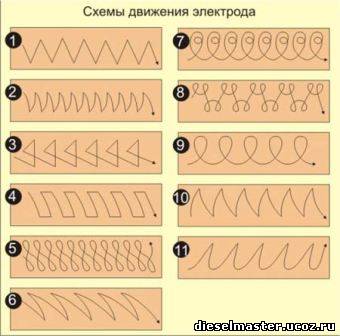
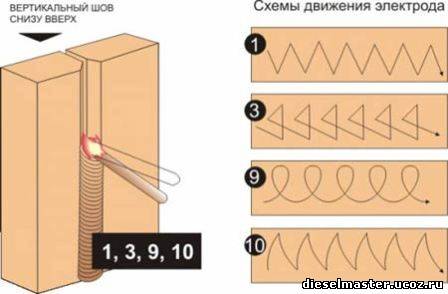
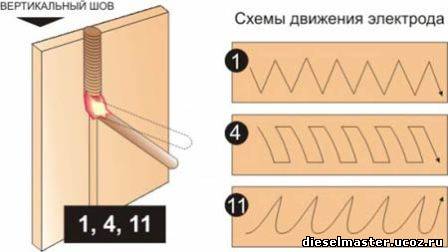
Траектория движения электрода.
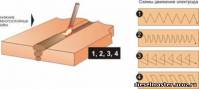
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной - увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
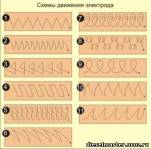
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
В молчании - слово,
А свет - лишь во тьме;
И жизнь после смерти
Проносится быстро,
Как ястреб, что мчится
По сини небесной,
Пустынной, бескрайней...
|
| |
| |
| vlad2010 | Дата: Воскресенье, 05 Фев 2012, 16:38 | Сообщение # 2 |
|
Группа: Флудоистребитель
старожил
Сообщений: 1340
Репутация: 19 []
На сайте: НЕТ
Откуда: Островец by
Машина: Форд
| Схема дуговой сварки.
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
рис.2.  рис.3. рис.3. 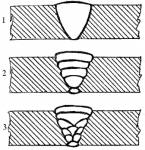
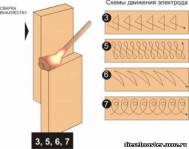
Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
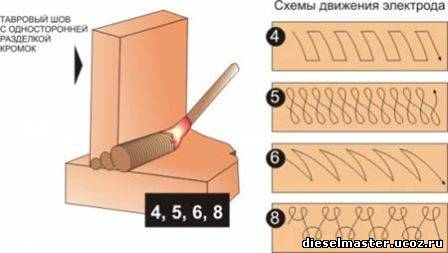
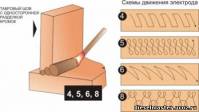
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
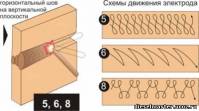
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
рис.4. 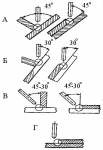
Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
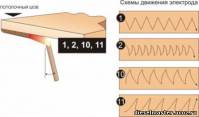
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги - дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
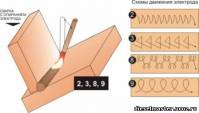
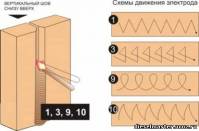
Вертикальные швы можно варить в двух направлениях - снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
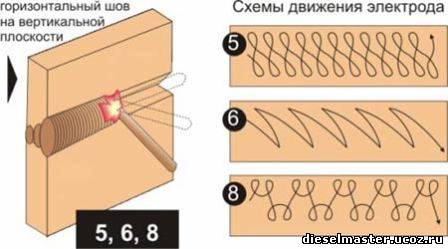
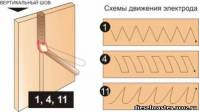
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом - поперек, чтобы удалить последние остатки шлака.
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги - дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях - снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом - поперек, чтобы удалить последние остатки шлака.
рис.5.  рис.6. рис.6. 
Рис. 5. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется.
Рис. 6. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика.
рис.7.  рис.8. рис.8. 
Рис. 7. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед.
Рис. 8. Влияние подготовки кромок под сварки при стыковом соединении.
В молчании - слово,
А свет - лишь во тьме;
И жизнь после смерти
Проносится быстро,
Как ястреб, что мчится
По сини небесной,
Пустынной, бескрайней...
|
| |
| |
| DIESELMASTER | Дата: Понедельник, 06 Фев 2012, 03:34 | Сообщение # 3 |
|
Группа: Администраторы

Admin
Сообщений: 5280
Репутация: 191 []
На сайте: НЕТ
Откуда: Нижегородская обл.г.Дзержинск.
Машина: TLC-100vx 1HD-FTE.
| ссылку добавим,на скачку книги.
http://dieselmaster.ucoz.ru/load/posobie_svarsika/1-1-0-141

читал такую мурзилку ?
прежде чем спросить-попробуйте сами найти ответ --> ПОИСК НА САЙТЕ
|
| |
| |
| vlad2010 | Дата: Вторник, 07 Фев 2012, 19:55 | Сообщение # 4 |
|
Группа: Флудоистребитель
старожил
Сообщений: 1340
Репутация: 19 []
На сайте: НЕТ
Откуда: Островец by
Машина: Форд
| есQuote (DIESELMASTER) читал такую мурзилку ?
много есть интересного 
В молчании - слово,
А свет - лишь во тьме;
И жизнь после смерти
Проносится быстро,
Как ястреб, что мчится
По сини небесной,
Пустынной, бескрайней...
|
| |
| |
| Riopol | Дата: Среда, 05 Мар 2014, 11:25 | Сообщение # 5 |
|
Группа: Пользователь

интересующийся
Сообщений: 3
Репутация: 0 []
На сайте: НЕТ
Откуда: Москва
Машина: Мерседес
| День добрый! Простите, что вклиниваюсь, но сам только недавно начал заниматься сваркой, хотел поделится ресурсом, который понравился, может еще кому пригодится: http://stalevarim.ru/cat/metallurgiya/. Большое спасибо за статью, нашел несколько нюансов, о которых раньше не читал!
Сообщение отредактировал Riopol - Среда, 05 Мар 2014, 11:28 |
| |
| |
| vlad2010 | Дата: Пятница, 07 Мар 2014, 03:27 | Сообщение # 6 |
|
Группа: Флудоистребитель
старожил
Сообщений: 1340
Репутация: 19 []
На сайте: НЕТ
Откуда: Островец by
Машина: Форд
| Riopol, все не перечитаешь, а практика лучшая книга в даном случае, мое мнение.
В молчании - слово,
А свет - лишь во тьме;
И жизнь после смерти
Проносится быстро,
Как ястреб, что мчится
По сини небесной,
Пустынной, бескрайней...
|
| |
| |
| Riopol | Дата: Вторник, 25 Мар 2014, 13:49 | Сообщение # 7 |
|
Группа: Пользователь
интересующийся
Сообщений: 3
Репутация: 0 []
На сайте: НЕТ
Откуда: Москва
Машина: Мерседес
| Здравствуйте! Снова пробовал варить, получается лучше, чем прежде. Трубы-подводы к батарее сварил успешно, не протекает на швах. Правда руководствовался ещё статьёй на ресурсе http://semidelov.ru/ Но ведь и опыта набираюсь понемногу, но осмысленно!
|
| |
| |
| стрельцов | Дата: Вторник, 25 Мар 2014, 20:09 | Сообщение # 8 |
|
Группа: Пользователь

старожил
Сообщений: 152
Репутация: 0 []
На сайте: НЕТ
Откуда: казахстан шымкент
Машина: паджеро 2 4м40 1996 год
| Я в шоке !! А Я варю без подчерка и просто накидываю без последовательности и шва как такового неполучается,  есть только место сварки. Теперь буду учиться фермочку как раз надо... есть только место сварки. Теперь буду учиться фермочку как раз надо...
|
| |
| |
| vlad2010 | Дата: Вторник, 25 Мар 2014, 20:18 | Сообщение # 9 |
|
Группа: Флудоистребитель
старожил
Сообщений: 1340
Репутация: 19 []
На сайте: НЕТ
Откуда: Островец by
Машина: Форд
| Цитата стрельцов (  ) Теперь буду учиться фермочку как раз надо...
да всякое в жизни пригодится)) самому пара перечитать то уже подзабыл 
В молчании - слово,
А свет - лишь во тьме;
И жизнь после смерти
Проносится быстро,
Как ястреб, что мчится
По сини небесной,
Пустынной, бескрайней...
|
| |
| |
| Bell | Дата: Четверг, 01 Янв 2015, 20:09 | Сообщение # 10 |
|
Группа: Пользователь

интересующийся
Сообщений: 9
Репутация: 0 []
На сайте: НЕТ
Откуда: Беларусь
Машина: бмв 324D
| Цитата vlad2010 ( ) все не перечитаешь, а практика лучшая книга в даном случае, мое мнение.
согласен. по своему опыты сварки кузовщины полуавтомат инвертор с СО2: 1мм варить в хамелеоне - попасть проще, - костюм сварщика - обязательно в нижних положениях, или отожгёт
всё что не надо, брызги летят по кривым и запросто даже в уши залетают в маске!!!
главное: дабы не прожигать железо, температура шва регулируется расстоянием от медного наконечника до поверхности свариваемого металла, рекомендуется 6-8 мм, но можно и 10-12 мм, часто полуавтоматы прожигают 1мм железо с проволокой 0,8мм. прожигают по причине недоработанных схем китайских инверторов! Ширпотреб, одним словом, хотя и цены на него не слабые. Тонкое железо обычно варится точками, если сварочник позволяет варить швом, то важно держать угол наклона дуги - вести под углом от свариваемого шва - около 45 градусов. Сварочная ванна быстрее охлаждается, что не даёт активно прожигать железо. Это советы проф сварщиков мною опробованные и реально дающие результат. Не покупайте галимый китай - сварочники, присмотритесь к отечественным аппаратам или украинским, там нормальные трансформаторы и контакты. китайцы на всём экономят и ресурс сварочников часто невысок. Либо в схеме где-нибудь заложен деффект, который вылазит через год, два, а это ремонт. Таковы реалии китайского маркетинга - инфа от специалистов по продажам и ремонту сварочников.
можешь - сделай
|
| |
| |
| Nikitosik | Дата: Среда, 04 Мар 2015, 23:43 | Сообщение # 11 |
|
Группа: Пользователь
интересующийся
Сообщений: 1
Репутация: 0 []
На сайте: НЕТ
Откуда: Владимир
Машина: K7J
| кто нибудь использовал электроды с рутиловым и ильменитовым покрытием ? Почитал про них тут - http://www.hightech.msk.ru/primenenie, но хотелось бы услышать отзывы специалистов
|
| |
| |
| andronGK | Дата: Пятница, 15 Май 2015, 12:42 | Сообщение # 12 |
|
Группа: Удаленные
| Хорошая статья, есть еще такие?
|
| |
| |
| DIESELMASTER | Дата: Понедельник, 20 Июл 2015, 11:38 | Сообщение # 13 |
|
Группа: Администраторы
Admin
Сообщений: 5280
Репутация: 191 []
На сайте: НЕТ
Откуда: Нижегородская обл.г.Дзержинск.
Машина: TLC-100vx 1HD-FTE.
| Приобрел полуавтомат Аврора Оверман 200, к нему+ газовая смесь в баллоне (80% аргон+20% углекислота) + редуктор расходомер ( птк С-Петербург)
Проволока О,8 мм.
https://youtu.be/FGWa8QOLnRg
Никогда в руках не держал,по инету видео посмотрел,и сразу стал варить))))
Самому понравилось как получается.
Буду дальше осваивать.
Интересный у Авроры видеоканал,про разные способы сварки http://www.youtube.com/user/AuroraOnlineChannel/videos
прежде чем спросить-попробуйте сами найти ответ --> ПОИСК НА САЙТЕ
|
| |
| |
|

 Главная
Главная